不僅是三級廠經常會出現紙箱開槽跑位,同樣二級廠也會出現開槽移位現象。開槽移位會影響紙箱成型外觀及紙箱空箱抗壓等,如何控制印刷機的開槽移位,是本文主要探討的問題。
開槽移位的危害
紙箱生產不只是印刷好就完了,其中開槽是非常重要的一環,各類紙箱對開槽深度的要求也各不相同,開槽移位會影響紙箱成型效果以及空箱抗壓。
開槽移位的具體表現
紙箱常規開槽誤差數值在正負2毫米,開槽移位主要體現為兩個方面:
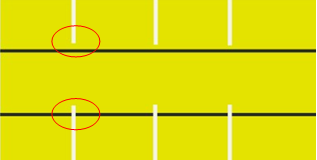
1.開槽深度就是開槽位置與紙板壓線的位置差距
正確情況:開槽深度與壓線齊平,紙箱成型良好
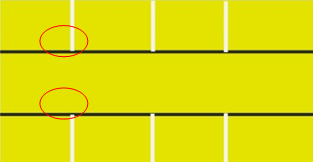
錯誤情況:開槽深度超過了壓線,那么這樣的紙箱成型時就會產生一個角是鏤空的,另外一個角是鼓角的,成型會非常難看,而且會降低紙箱空箱抗壓。
2.開槽口的尺寸位置,這是直接影響紙箱尺寸
具體案例——
正確尺寸:如某紙箱制作圖紙要求是長355寬335
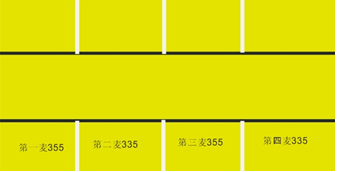
錯誤尺寸:生產尺寸為長355寬度325 寬度少了2厘米

如果是這樣的尺寸錯誤,紙箱制作出來就要報廢,在常規生產過程中可能會產生2-3毫米的移位,這樣就會導致紙箱成型不良,搖蓋產生縫隙或者是重疊,更加影響客戶的使用情況。
10大因素影響開槽精度問題
1.進紙膠輪間隙過松
解決辦法:調整好進紙間隙(約紙厚-0.3mm)
2.進紙部前擋板高度調整不當
解決辦法:調整前擋板的高度(約紙厚1.5倍)
3.咬紙輪間隙及位置未調好
解決辦法:調整好咬紙輪的間隙及位置
4.進紙皮帶或膠輪有局部磨損
解決辦法:更換或是避開
5.更換新的皮帶后未做定時校正
解決辦法:重做定時校正
6.紙板很重或很大時進料斗紙板過多
解決辦法:減少進紙處少放些紙板
7.紙板太小
解決辦法:進紙部要加擋吸風黑塑料皮,在印刷單需加過橋輔助帶紙條
8.紙板彎翹
解決辦法:將彎翹的同平整的分開生產或是折一下再生產,紙板足夠寬可降低車速改善
9.開槽間隙未調好,模切部位未加過橋
解決辦法:開槽間隙調整好(約紙厚-0.3mm)
10.機臺人員設定參數錯誤
解決辦法:重新設定


 ??
?? ??
?? ??
?? ??
??